
Guided wave radar level meter used in boilers
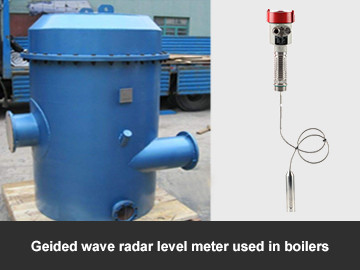
Guided wave radar level meter has the advantage of high precision and wide application which is incomparable to other level sensors. As you know, the radar signal emitted by the guided wave radar level meter is unaffected by the environment and atmosphere, so it can be measured in a variety of media and harsh conditions. For example, a guided wave radar level meter is used to measure boiler sintering.
Guided wave radar level meter can be used in boilers because of the high temperature resistance of such sensors. In addition, it is also suitable for high temperature and pressure, steam, dust and vacuum conditions, which are not available for contact type sensors and ultrasonic level sensors. What's more, in boiler sintering, because each boiler needs to install at least two independent water meters, each boiler also needs to be equipped with two guided wave radar level meters, so as to fully meet the safety requirements of boiler operation. The guided wave radar level meter needs quartz tube to observe the change of liquid level in the furnace, but the connection pipe and valve need to be opened to improve the detection accuracy. However, it is worth noting that the sensor probe should be kept dry during installation. If the sensor probe is contaminated, please do not wipe it with a wet towel or use alcohol to decontaminate it, so as to avoid affecting the accuracy of the sensor.
In my opinion, guided wave radar level meter can be used for high temperature and high pressure environment, while high frequency radar level sensor can be used for liquid level distance. But what do you think?




